
Barvna paleta Indigo Slasher
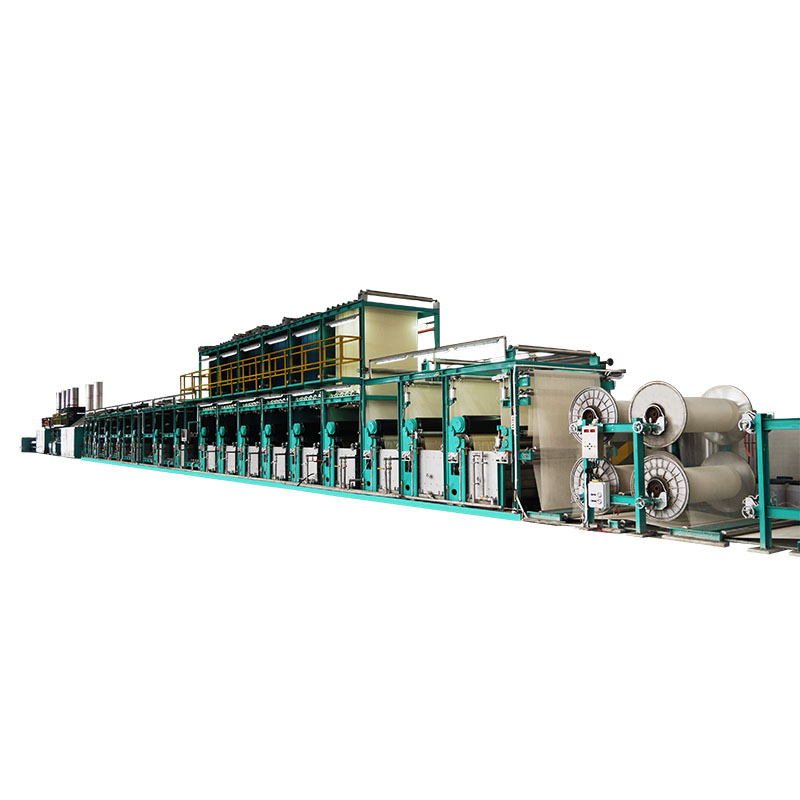
Specifikacije
| 1 | Hitrost stroja (barvanje) | 6 ~ 36 M/min |
| 2 | Hitrost stroja (dimenzioniranje) | 1 ~ 50 M/min |
| 3 | Dolžina zračenja | 32 M (običajno) |
| 4 | Zmogljivost akumulatorja | 100 ~ 140 M |


Beam Creels
Lastnosti
| 1 | Barvanje + dimenzioniranje |
| 2 | Učinkovita proizvodnja |
| 3 | Najmanjši prelom preje |
| 4 | Več proizvodnih načinov |
| 5 | Visoko avtomatizirana proizvodnja |

Zavora žarka

Delni pogled na električno omarico
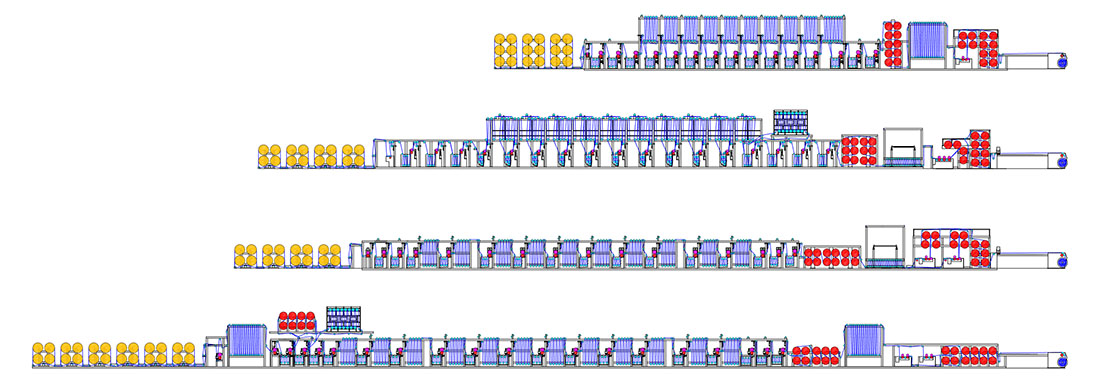
Načela za slasher indigo barvanje
1. Preja je najprej pripravljena (s strojem za zvijanje kroglic za barvanje vrvi, z direktnim strojem za zvijanje za barvanje z razrezom) in se začne z vretenami.
2. Škatle za predhodno obdelavo pripravijo (s čiščenjem in močenjem) prejo za barvanje.
3. Škatle za barvanje pobarvajo prejo z indigom (ali drugimi vrstami barvil, kot je žveplo).
4. Indigo se reducira (v nasprotju z oksidacijo) in raztopi v barvni kopeli v obliki levko-indiga v alkalnem okolju, pri čemer je redukcijsko sredstvo hidrosulfit.
5. Levko-indigo se veže s prejo v barvni kopeli in nato pride v stik s kisikom na prezračevalnem okvirju, levko-indigo reagira s kisikom (oksidacija) in postane moder.
6. Ponavljajoči postopki namakanja in zračenja omogočajo, da se indigo postopoma razvije v temnejši odtenek.
7. Škatle za naknadno pranje odstranijo odvečne kemikalije na preji, na tej stopnji se lahko uporabijo tudi dodatna kemična sredstva za različne namene.
8. Postopek dimenzioniranja se izvede takoj po barvanju na istem stroju, končni tramovi so pripravljeni za tkanje.
9. Kar zadeva produktivnost, ima linija za barvanje s slasherjem običajno približno POLOVIČNO manjšo proizvodno zmogljivost kot linija za barvanje vrvi 24/28.
10. Proizvodna zmogljivost: Približno 30.000 metrov preje z barvnim razponom.

Vzglavje

Škatla za velikost

Razcepljena cona

Pogled od zgoraj na rezalni stroj za barvanje


Samodejni nadzor napetosti

Merilnik pretoka Endress+Hauser

Zgornji list & Spodnji list





